Un point important selon moi.
Si vous n’imprimez rien pendant plusieurs jour, rétracter complètement le filament dans le kit multicolore
Aussi non il se case dans les tube et ca peut-être être galère de tout démonter pour enlever les petits bouts
3 « J'aime »
Tiens je vois le sujet, vous laissez le filament à demeure si vous ne vous servez pas de l’imprimante 2/3j? Je parle pour du mono filament, perso une fois fini je rétracte à chaque fois mais je sais pas si c’est vraiment utile.
Si je laisse l’imprimante plus de deux jours j’enlève la bobine pour la mettre au sec.
2 « J'aime »
Oui c’est surtout pour ça que je le fais, je remets la bobine dans son sachet avec le petit sachet anti humidité qui est dedans à l’origine (Filament Creality)
Allez hop, montage fini:
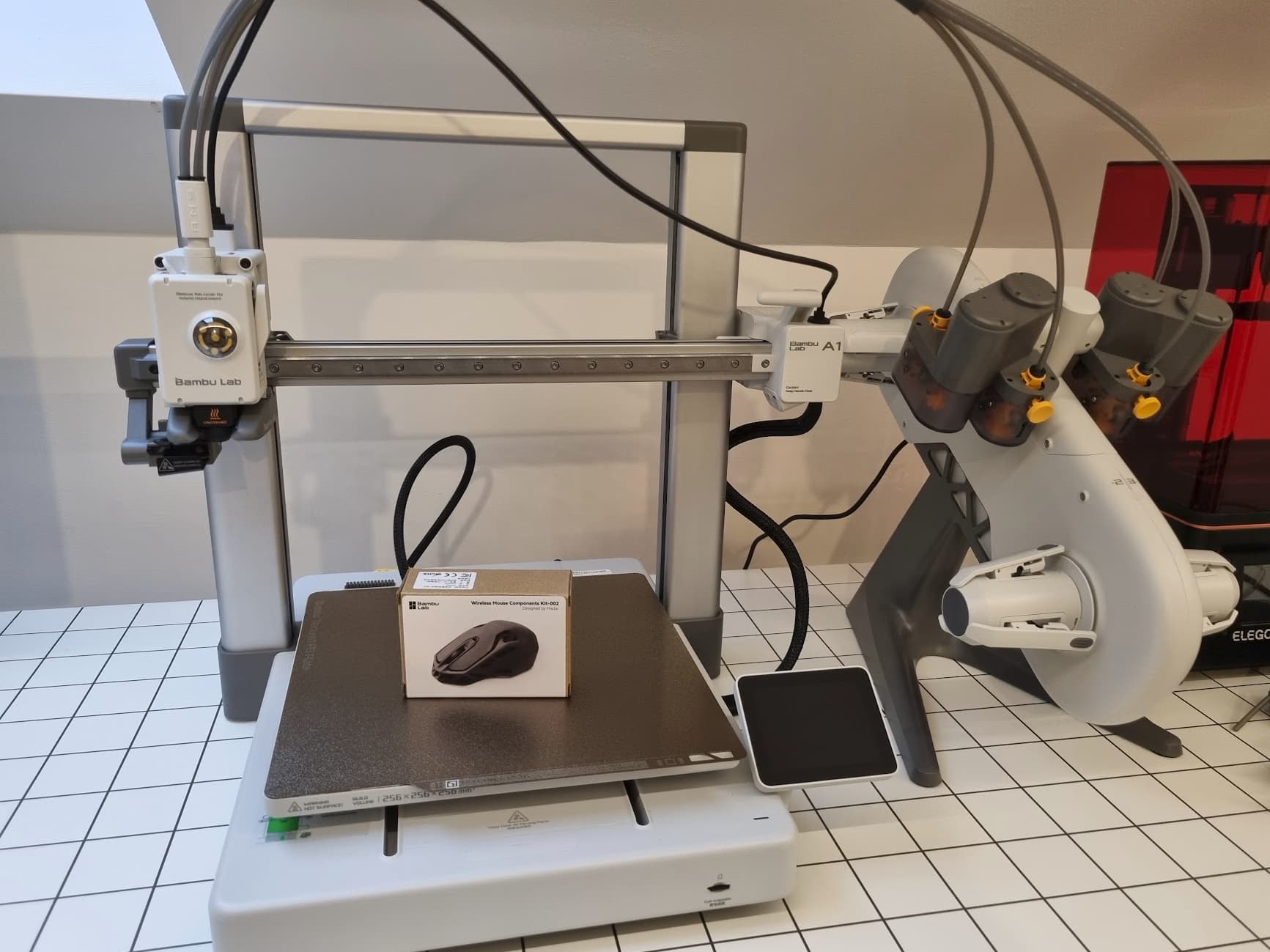
Petit bonus sympa dans la boîte, un kit pour imprimer une souris sans fil, bien pratique j’en avais besoin d’une pour le PC près de l’imprimante ![]()
Le montage est super facile et le manuel bien fait. Seul bémol, un des tubes ne tient pas dans la tête d’impression. J’ai trouvé une vidéo officielle pour réparer le bouzin, je vais tenter avant d’ouvrir un ticket de support.
Sinon c’est en cours de calibration, faut que je trouve quoi imprimer.
EDIT: FIrst blood

J’ai réparé le bidule
Vidéo en question: https://www.youtube.com/watch?v=hmByMHddxLE
3 « J'aime »
Toujours dans l’attente de la livraison de la petite soeur de la tienne, des conseils sur du petit matos nécessaire pour des premières impressions ?
Pieds à coulisse / ebavurage / scalpels ?
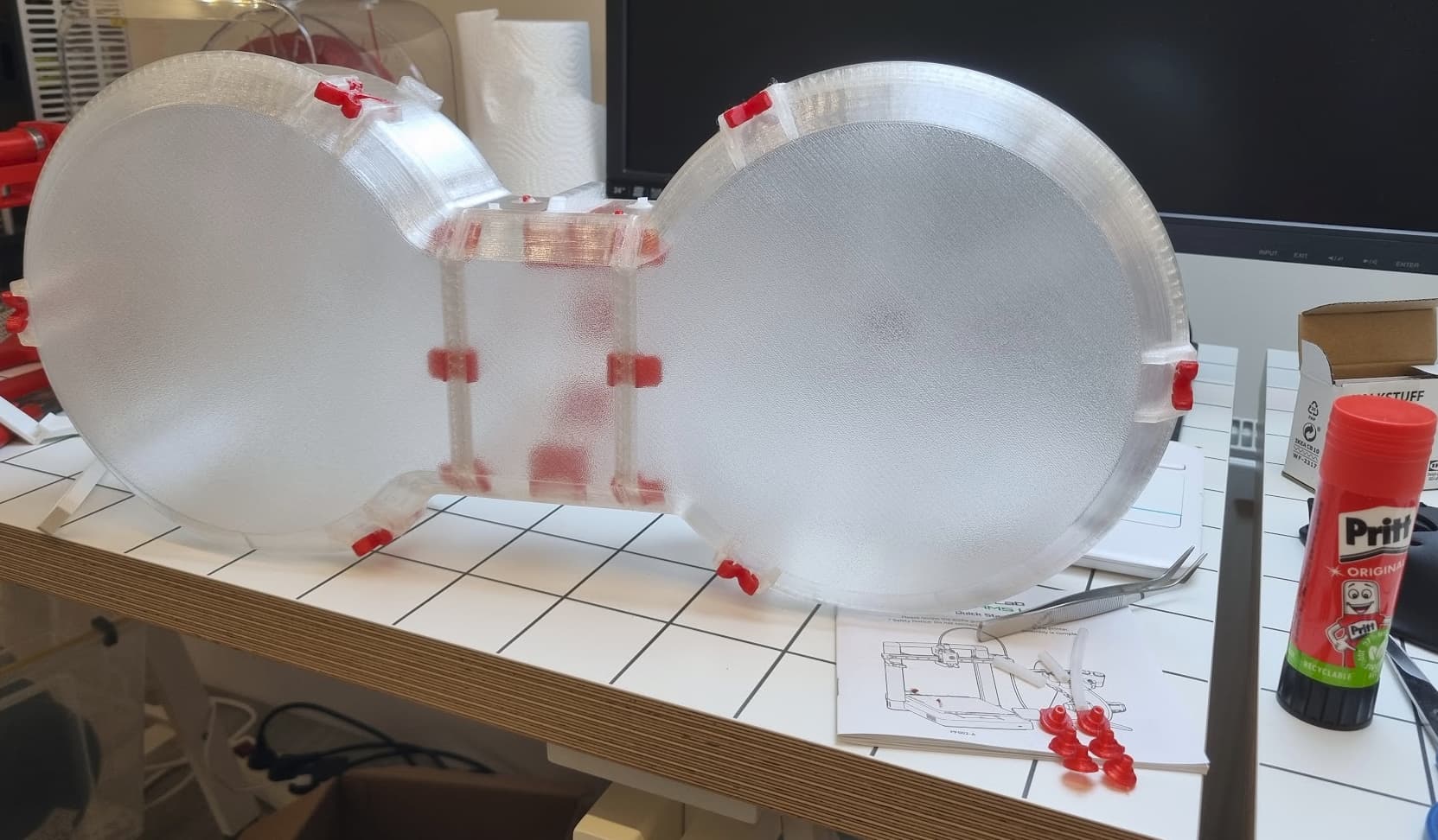
Un jeu de scalpels pour enlever les supports, outil à ébavurage peut être utile mais pas essentiel, jeu de pincettes diverses (coudées etc…) pour chopper la petite crotte qui colle à la buse, de l’isopropanol pour dégraisser la surface avant impression (même si y a moyen de s’en sortir avec du savon vaisselle et de l’eau, mais c’est vite chiant). Mini tournevis plat (très utile pour enlever les supports ou pour forcer des clips quand il faut démonter des choses dans l’imprimante, gaffe aux doigts. Des sachets refermables (genre les sacs de congélation ikea à double fermeture) et un stock géant de gel dessicant pour garder les filaments au sec.
Dans les trucs utiles, un stick de colle genre pritt si tu veux imprimer du PETG ou des filaments flexibles pour protéger la surface d’impression ou pour s’assurer que ça tienne VRAIMENT dessus. De la colle epoxy (celle à deux tubes à mélanger) pour éventuellement coller des pièces ensemble.
Trucs qui serviront forcément plus tard: roulements à bille 608 et des vis m3 (longueurs diverses et variées).
2 « J'aime »
Pied à coulisse c’est l’outil qui ne quittera plus ton bureau si tu te sers de ton imprimante comme outil pour créer/bricoler.
Supports, entretoises, fixations, remplacement de pièces cassées… je crois qu’il n’y a pas une pièce de ma maison sans objet, généralement invisible, minutieusement désigné et imprimé sur mesure au 10ème de millimètre.
Une fois que tu as bien pris fusion360 en main, c’est addictif de pouvoir résoudre à la perfection tous les problèmes techniques avec 10 clics et un appui sur un bouton. Ton ingéniosité est la limite.
1 « J'aime »
J’ai toujours lu que c’était la fausse bonne idée l’alcool. De ce que j’ai compris ça va faire bouger la graisse sur le plateau, mais ça s’évapore vite et au final la couche de graisse reste. Alors que le savon va capturer la graisse et l’évacuer au rincage.
De mon coté je suis plutot team eau chaude + savon.
Le pied à coulisse c’est très pratique mais va surtout servir si tu comptes faire de la conception toi-même, à moins que tu développes une passion pour les cubes de calibration ![]()
Sinon je plussoie tous les accessoires préconisés par @Glasofruix à part peut-être les vis et les roulements, au moins dans un premier temps. Un set de limes de précision pourrait aussi servir. Et surtout : guette les promos sur les filaments (perso je prends quasi que chez eryone/sunlu, un peu de polyterra aussi)
Dépend ce que tu utilises, l’ipa à 99% entre chaque impression dégraisse vraiment bien. Parce que tu va pas courir à l’évier à chaque fois. Après à la longue t’as une accumulation de saloperies qui ne vont partir qu’avec un bon coup d’éponge et du liquide vaisselle.
Ah et pour commander des filaments ==> https://www.3djake.com/
Bon j’ai craqué également pour une Bambulab A1 avec AMS lite…
Et c’est parti pour des heures à écumer les forums en attendant de la recevoir ![]()
2 « J'aime »
Come to the dark side, we’ve got 3D printed cookies.
Sinon, première « vraie » impression:

Donc vu que j’imprimais toujours de manière très conservative niveau vitesse sur la prusa (qui peut pas vraiment monter très haut), je me suis jamais vraiment posé la question sur les limites des filaments et en fait cela peut varier énormément d’une marque voire d’une gamme à l’autre. J’ai donc du lancer un petit test de calibration volumétrique depuis un slicer alternatif, orca slicer (qui est un fork de bambu studio, qui lui même est un fork de prusa slicer, lui même une continuité de slic3r ![]() )
)
En gros ça imprime une longue boucle d’une traîte en augmentant la vitesse volumétrique d’extrusion (LE paramètre qui influe le plus sur la vitesse globale d’impression) exprimée en mm3/s jusqu’à une limite définie (dans le cas d’une A1 à 21-22 mm3/s).

Une fois fini on regarde à partir de quelle couche ça commence à merdouiller, on descend un peu, on mesure et à l’aide d’une formule toute simple on calcule notre valeur.
Dans mon cas le bidule est sorti impec tout du long j’ai donc cappé ce profil de filament à 20mm3/s et j’ai lancé l’impression de la coque de la souris qui est sortie en à peine un peu plus de 3h avec une qualité fort impressionnante vu comment l’imprimante montait dans des tours (j’ai slicé le modèle avec mon profil habituel pour la prusa et ça me donnait 8h09).
Plus qu’à faire ça sur mes autres filaments… Pour info les profils pour les PLA bambu sont déjà définis donc vous aurez pas à vous préoccuper à les calibrer.
3 « J'aime »
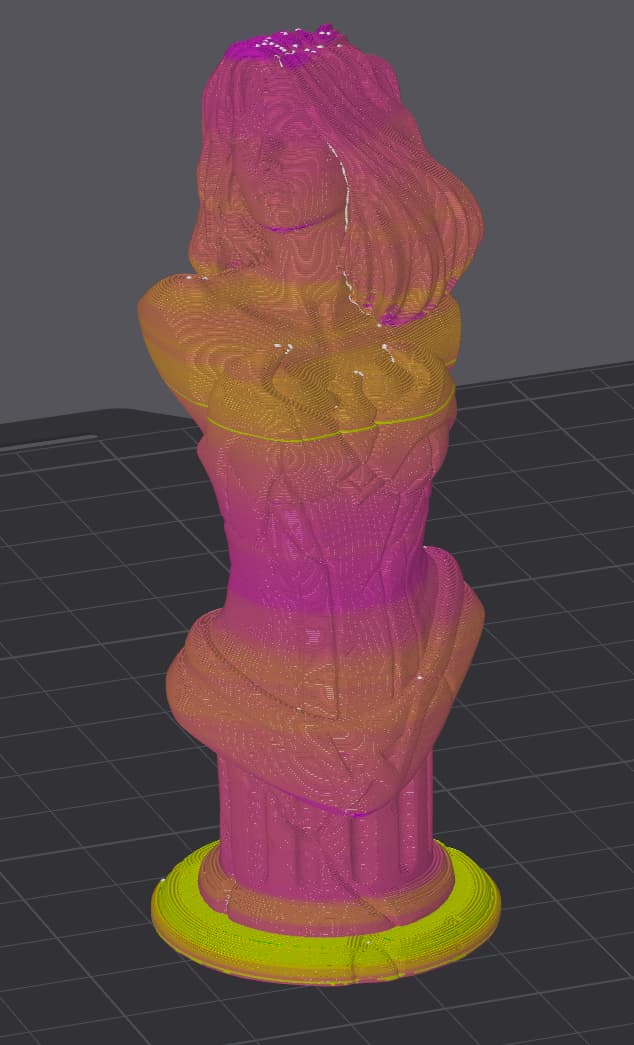
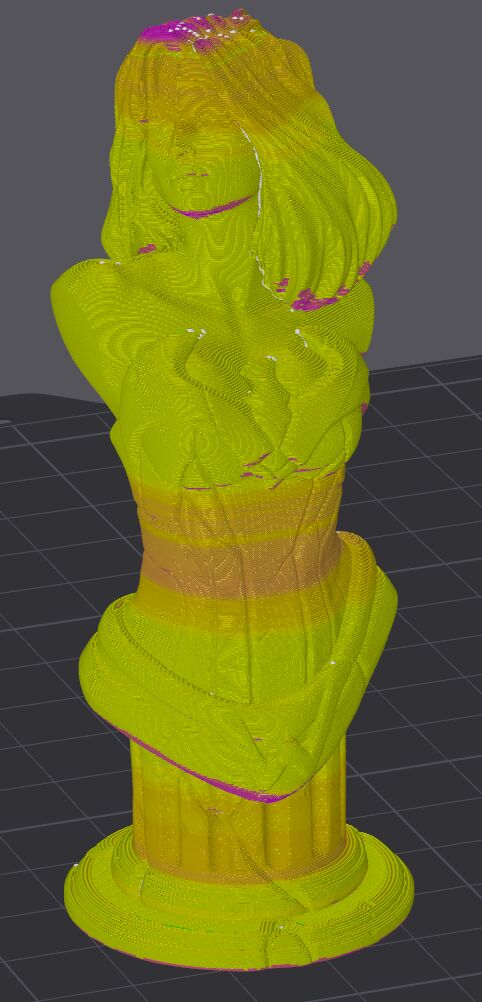
Bon après plusieurs jours à imprimer des trucs (pas beaucoup) je donne quelques pro tips à nos amis débutants. De base, TOUJOURS VERIFIER LES COUCHES APRES SLICING. Faites défiler rapidement l’objet couche par couche, souvent on se rend compte que « ah y manque un support là ». Et c’est mieux de s’en rendre compte là que après 18h d’impression.
Après slicing une fenêtre fort utile vous est présentée
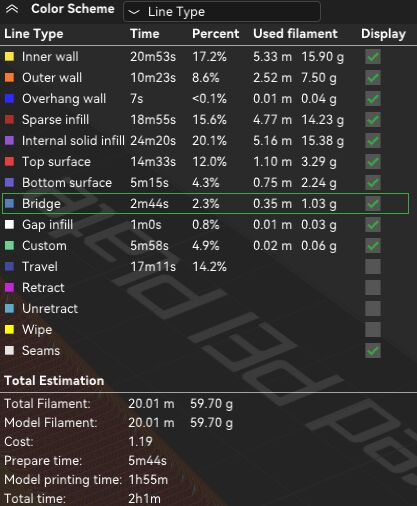
Dans « Color Scheme » vous avez plein d’informations utiles, vitesse, filament, le temps d’impression couche par couche etc… on y reviendra.
Ensuite
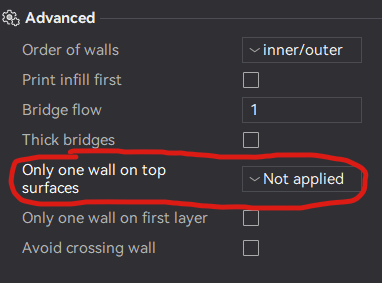
Là ce paramètre là, quelle saloperie. En gros si vous devez avoir des arrondis ou des surfaces non planes, normalement, et c’est normal, vous avez un escalier comme ça

Avec ce paramètre actif le slicer ne fait pas de périmètre sur la dernière couche supérieure d’un layer et utilise du infill plat à la place
C’est moche, donc à désactiver (faut que j’y trouve une utilité ceci dit). Pour plus de clarté « non applied » c’est ce qu’il devrait être, forever.
Autre truc, toujours dans le même onglet

C’est réglé sur « classique », pour moi obsolète depuis l’arrivée d’arachne. Si ils utilisent les dernières implémentations de prusa slicer je ne vois pas l’intérêt d’utiliser le générateur classique, sauf cas très spécifiques. En gros dans 98% des cas arachne donne un résultat supérieur.
Le infill, donc le remplissage intérieur d’un objet, qui permet de supporter diverses couches et d’ajouter un peu de rigidité à l’objet. De manière globale, l’infill influe moins sur la solidité que le nombre de périmètres. Le profil de base d’ailleurs utilise un infill réctiligne qui est assez foireux car il les lignes se croisent pendant l’impression et la buse peut accrocher dessus.

A changer par du gyroide, les valeurs comprises entre 5 à 10% sont suffisantes dans la plupart des cas, qui a l’avantage de s’imprimer assez vite et d’offrir plus de surface pour supporter ce qui ira dessus. Pour de la solidité mécanique cubic semble être le meilleur.
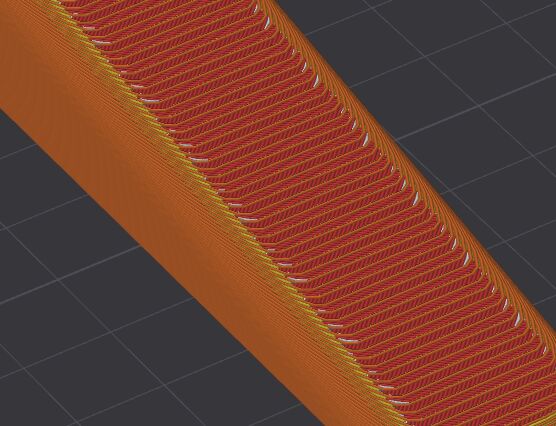
Vitesse d’impression. La vitesse d’impression dépend en grande partie de deux facteurs, comme expliqué dans le post précédent. Le flux volumétrique du filament et le temps minimum par couche. Ces valeurs sont modifiables dans les paramètres du filament, « filament » et « refroidissement » respectivement. Concrètement, le flux volumétrique va limiter automatiquement la vitesse d’impression, vous pouvez mettre tout sur 3000mm/s il ira pas plus vite que ce paramètre ne l’autorise. Faire la calibration avec des filaments tiers est une bonne idée.
Du côté minimum layer time, en gros la vitesse d’impression de chaque couche ne peut pas descendre en dessous de cette valeur. Ce qui veut dire que par défaut il faut 8 secondes au minimum pour faire une couche complète, cela ne pose pas de problème sur des grandes surfaces mais sur les petits périmètres cela peut jouer ET affecter la qualité. Démonstration.
Avec une valeur de 8 secondes j’obtiens ceci:
(la petite fenêtre informative sur speed)
Donc on peut voir une variation importante de la vitesse et donc potentiellement des défauts, tant au niveau de l’uniformité des couches que de la couleur. Certains filaments sont plus brillants ou plus mats selon la vitesse. On va diminuer un peu cette valeur.
A 4 secondes la vitesse est déjà plus uniforme. Attention que c’est à double tranchant si on va trop vite sur des petis périmètres on peut avoir des déformations n’ayant pas donné à la couche suffisamment de temps pour refroidir. En combinant avec le flux volumétrique il est tout à fait possible d’obtenir une vitesse plus ou moins constante et une meilleure qualité, mais on imprimera un peu moins vite.
9 « J'aime »
Franchement au top, merci pour les tips.
Petite question si je peux me permettre, niveau slicer tu utilise lequel? En as tu testé plusieurs?
Oui pardon ça fait 2 questions ![]()
Oui, les grands noms. Globalement j’aime bien prusa slicer ils font pas mal d’innovations assez vite et c’est compatible avec plein d’imprimantes. Le bambu studio en est un clone donc je ne suis pas dépaysé. Orca slicer comme j’ai dit plus haut, clone du clone, c’est bambu studio avec des options plus expérimentales en plus. Y en a plein d’autres basés là dessus, je dirais que c’est le slicer du moment.
Dans les plus connus Cura, cycles de développement très rapides et plein de nouvelles features ajoutées à chaque fois, on peut s’y perdre rapidement. Le prusa slicer à côté est moins confus.
Simplify3D, slicer payant (cher), produit mort et enterré bien qu’ils essaient encore de le fourguer avec leur version 5 sortie avec 4 ans de retard (tant par rapport à la date annoncée initialement qu’au niveau des features) fin de l’année dernière fin 2022 bordel et plus mis à jour depuis. Y a eu un sursaut d’utilisation avec les divers youtubers qui ont testé mais l’avis vacillait entre « arnaque » et « vaste blague », à oublier.
J’ai testé vite fait les trucs plus exotiques comme ideamaker et quelques autres dont j’ai oublié le nom, mais ils ne m’ont pas plus marqués que ça.
Niveau résine j’ai utilisé chitubox conseillé par elegoo. J’en ai pas testé d’autres à part tricher en utilisant prusa slicer (qui fait de la résine, si si) pour générer les supports et puis slicer avec chitubox derrière pour imprimer ![]()
Ok merci pour ta réponse, actuellement j’utilise le soft de chez creality étant avec une ender ça me semblait assez logique mais j’ai l’impression que Prusa propose plus d’option, je vais tester ça en suivant tes conseils ![]()
Creality slicer c’est justement une version simplifiée de cura.
On a side note, je sais ce que je vais imprimer ce week-end ![]()
https://makerworld.com/en/models/486153?from=search#profileId-398821
Ah d’accord, donc je devrais y trouver à peu près les mêmes paramètres que sur celui ci mais peut être différemment.
Pas mal du tout ton projet du week end ![]()
J’avoue que je comprend pas tout pour l’instant :D, j’ai fais quelques truc monochrome, et la je tente de faire le kit « surprise » de la a1 : https://makerworld.com/en/models/134780#profileId-214838
j’ai imprimé la coque en mono chrome, la boué / le volant en bicolore et je pars sur la cabine en bicolore.
Dans les trucs que je comprends pas bien sur ce modèle par exemple :
l’imprimante à un de quoi se débarasser au changement de couleur d’une partie de plastique qui serai pas encore de la bonne couleur, pourquoi faire une tour de purge ? En plus elle m’a bien rempli la poubelle a purge (en plus de la tour de purge).
La je suis entrain d’imprimer la cabine, blanc sur 90% de la hauteur et 5% noir au bout, et j’ai l’impression qu’il me fait bien une tour de purge de la hauteur du modèle:
c’est juste pour passer au noir au dernier moment ?
Bref, j’ai pas tout compris pour l’instant ![]()
Sur la cabine :