On a pas de sujet sur les imprimantes 3D qui se respectent donc je me lance ici (et non non, le thread sur les claviers méca ne compte pas). Ca permettra de regrouper un peu les ressources et de poser des questions et avoir des réponses (avant que ça ne parte en couille comme d’hab  ).
).
Donc pourquoi je parle d’imprimantes 3D? Parce que en 2018 les prix des imprimantes sont très raisonnables grâce à nos amis les chinois. On peut trouver des kits potables pour moins de 200 balles sans le mars qui donnent des résultats très satisfaisants ainsi que plein d’heures de:
Et que surtout ça fait un objet de geek, et on est là pour ça.
« Mais, sieur Glasofruix, j’ai vu dans un reportage sur TF1 que les imprimantes 3D ça coûtait des milliers de brouzoufs, pis ça prenait de la place, et ça mettait de la poudre partout. D’où vous sortez des prix aussi bas? »
Eh bien simplement parce qu’il y a plusieurs types d’impression 3D et certains procédés sont bien plus faciles et moins chers à mettre en place (et qui ne sont surtout pas sous brevet), pis bon, serait étonnant que la Chine ne trouve pas un moyen de produire des trucs pour pas cher au bout d’un moment.
Donc je disais, pour le grand public on retrouve des imprimantes utilisant majoritairement deux (trois?) procédés:
Le FDM

(à ne pas confondre avec des FDP): Fused deposition modeling, on fait fondre un matériau, du plastique en l’occurrence sous forme de filament, qu’on dépose couche par couche jusqu’à obtenir un objet. La grosse majorité d’imprimantes 3D qu’on trouve dans le commerce sont de ce type et il en existe une chiée, suffit de voir sur gearbest. Et c’est ce dont on va parler le plus.
et
Le DLP/SLA
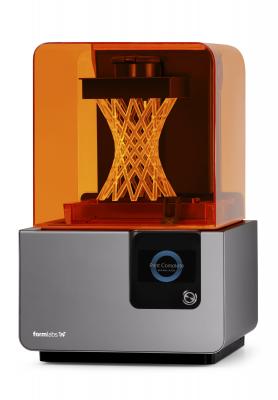
procédé utilisant de la résine et de la lumière (projo pour le DLP et laser pour le SLA) pour la durcir. Ca produit des objets de meilleure qualité que du FDM, mais c’est plus chiant à entretenir et il faut prendre plein de précautions car la résine utilisée est super toxique.
Bien que l’impression 3D est devenue très abordable il faut quand même savoir une chose, ce n’est toujours pas plug & play. Chaque impression nécessite une certaine quantité de réglages et il y a une certaine courbe d’apprentissage qui résulte dans pas mal d’impressions ratées, sachant que ça peut imprimer pendant des heures, voire des jours, il vaut mieux savoir dans quoi on se lance. Et je parle même pas de l’étape initiale de montage si vous optez pour un kit chinois pas cher.
Les imprimantes
De quoi est composée une imprimante FDM?
Le modèle de base est composé d’un lit, chauffant ou pas (diverses surfaces comme du verre, ou souple et texturée etc…), déterminant les types de matériaux avec lesquels on pourra imprimer. D’un « hotend », élément chauffant qui va faire fondre notre plastique et déterminer les types de matériaux utilisables. Un « nozzle », la tête d’impression, existant en plusieurs diamètres. D’un « extruder », mécanisme qui entraîne le filament, de type direct (monté sur le hotend) ou « bowden » (déporté). Et bien évidemment d’un boîtier de contrôle (plein de variations ici aussi, car les « boards » utilisées sont pas bien nombreuses).
Là encore on distingue plusieurs types d’imprimantes, il en existe de type:
Cartésien:
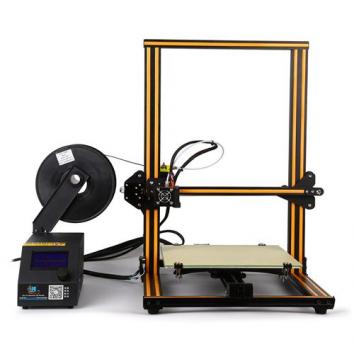
Utilisant des coordonnées XYZ classiques, faciles à produire il en existe des tonnes clonées les unes sur les autres.
Delta:

Caractérisées par leur lit rond, leur hauteur et la tête d’impression suspendue sur trois bras.
Polaire:
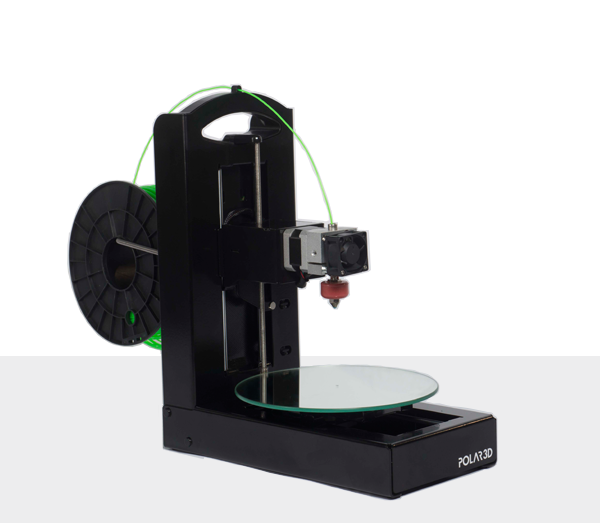
Addition récente, l’imprimante utilise des coordonnées polaires, le lit tourne et bouge la tête d’impression ne faisant qu’un mouvement vertical.
Le type qui nous intéresse le plus est le cartésien, comme je disais il y en a plein et c’est pas cher au kilo. Les marques/modèles les plus populaires (prix dans le désordre, google est votre ami):
Creality CR-10
Creality Ender 3
Anycubic i3 Mega
Anet A6/A8
Prusa i3 MK2/MK3
Ultimaker 3
etc…etc…
Les matériaux d’impression
C’est bien beau tout ça, mais avec quoi on imprime? Avec du plastique, mais pas n’importe lequel et pas n’importe comment.
Dans les grandes lignes il y a trois types de plastique le plus utilisés:
PLA: Plastique biodégradable basé sur de l’amidon de maïs, facile à imprimer, non toxique et pas cher. Existe dans plein de couleurs et sous diverses formes exotiques (avec des paillettes de métal, du bois, carbone…). Plutôt fragile, est surtout utilisé dans l’impression d’objets décoratifs ou ne devant pas supporter des contraintes mécaniques élevées. Emet une odeur de sucre brûlé en fondant.
ABS: Plastique « classique » qu’on retrouve partout. Plus difficile à imprimer car nécessite un espace cloisonné pour des températures stables. A tendance à rétrécir en refroidissant. Plus résistant que le PLA. Emet des fumées toxiques à l’impression.
PETG: Un peu comme du plastique de bouteille, non toxique une fois refroidi. Plus résistant que le PLA et plus facile à imprimer que du ABS. Un poil plus cher aussi.
La partie software
Comme je disais il ne suffit pas d’ouvrir un objet 3D, cliquer sur imprimer puis attendre que ça imprime façon imprimante classique. Il y a une tonne de paramètres agissant sur différents aspects d’impression, une valeur identique pouvant produire des résultats différents selon l’objet, le matériau etc…
Les imprimantes 3D utilisent ce qu’on appelle le GCode, une série d’instructions et de commandes qui vont agir sur les déplacement des différents éléments de l’imprimante pour ensuite imprimer votre modèle couche par couche. Afin de générer ce code il est nécessaire de découper l’objet en couches imprimables, pour cela il faut alors utiliser un slicer. Là encore je vais parler de slicers les plus populaires:
Cura
https://ultimaker.com/img/support/Adjustment-tools@2x.jpg
Développé et maintenu par le fabricant d’imprimantes ultimaker qui met gracieusement à disposition de tout le monde leur soft maison. Dispose des derniers raffinements en terme d’impression 3D et d’un développement soutenu c’est en général vers lui qu’on se tourne quand on vient d’acheter une imprimante en kit.
Slic3r
http://slic3r.org/var/data/images/378_Schermata_2015-07-01_a_12.33.39.png_fullbody.jpg
Opensource, gratos, plein de forks dont Slic3r Pe très populaire auprès des utilisateurs de la rolls des imprimantes en kit, la Prusa. Ne dispose peut être pas des dernières options à la mode et l’interface très austère ne le rend pas aussi attrayant que cura.
Simplify3D

Jouit d’une compatibilité avec la quasi totalité des imprimantes du marché, même les modèles fermés. Tout aussi réglable que Cura ou Slic3r, mais dispose d’un rythme de développement plus lent et est payant à environ 150$ la licence.
Whatever comes with your printer
https://images.techhive.com/images/article/2016/10/xyzware-image-100687393-large.idge.jpg
Certains fabricants d’imprimantes « clés en main » (celles toutes jolies entourées de plastique moulé) proposent leur propre slicer compatible qu’avec leur matos. Selon le modèle acheté il peut être plus ou moins bridé au niveau des fonctionnalités et des réglages.
Cas spécial: Octoprint
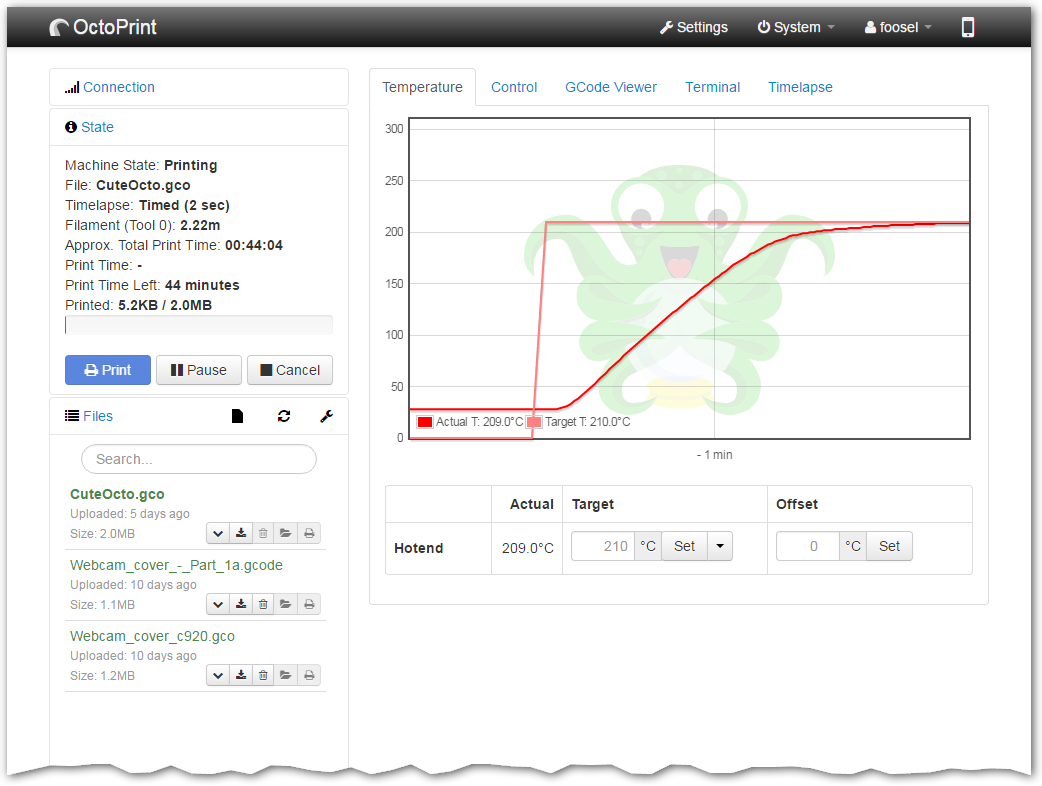
Pas un slicer à proprement parler, bien que capable de vous découper un modèle via un moteur cura obsolète. Octoprint sert surtout à gérer votre imprimante à distance. Ca s’installe sur un raspberry pi (3B de préférence), on y branche l’imprimante et on y accède via le navigateur. A partir de là on peut surveiller les températures, lancer et gérer l’impression, injecter du gcode, contrôler les divers moteurs et même avoir un flux vidéo en direct via une webcam. Totalement indispensable.
Première impression
Vous avez choisi votre modèle? Vous avez passé commande? Vous attendes patiemment le Père Facteur?
Bien, en attendant votre jouet je vous conseille de regarder un max de vidéos sur l’impression 3D afin de vous familiariser avec la terminologie d’une part, d’autre part les youtubeurs testent tout un tas de matos, vous trouverez bien quelqu’un avec la même imprimante. Souvent ils mettent gentiment à disposition leur profil et prodiguent des précieux conseils tant bien pour le montage, que pour les diverses upgrades.
Téléchargez aussi le soft de votre choix et familiarisez vous avec l’interface, si vous avez trouvé un profil, importez le et explorez les options.
Parcourez les sites d’objets 3D afin de trouver votre premier modèle, ma prédilection est pour https://www.thingiverse.com/ assez complet et souvent de bon conseil. Choisissez quelque chose de simple et de rapide à imprimer, un petit truc low poly, pas trop petit et pas trop gros passe bien, se lancer dans une première impression de 4h est assez risqué.
Une fois l’imprimante reçue et (éventuellement montée et vérifiée) et vous avez votre modèle de test, il est temps de préparer l’impression. Si elle dispose d’un lit chauffant préchauffez le avant toute chose, 60° est une bonne température pour du PLA. Ensuite, calibrez votre surface d’impression. Si vous avez opté pour une imprimante avec calibration automatique suivez le manuel (attention la calibration semi-automatique c’est pas mieux que la calibration manuelle), sinon il faut mettre les mains dans le cambouis.
La calibration manuelle consiste à rapprocher la tête d’impression à distance égale sur 4 coins de la surface. Pour cela on donne l’ordre à l’imprimante de « home all axis », vous devriez vous retrouver alors dans le coin inférieur gauche, puis on désactive les moteurs si nécessaire et on bouge les éléments à la main. On approche la tête d’un coin et on glisse un bout de papier (office premium) en dessous, puis on joue sur les molettes de la surface pour la rapprocher (ou éloigner) jusqu’à ce que la tête gratte le papier, il ne faut pas que ce soit trop peu, ni trop. On fait ça dans tous les coins, plusieurs fois si nécessaire. La manipulation est à faire entre chaque impression.
Dans votre slicer, maintenant que vous le maîtrisez, importez votre modèle et préparez le. Je suggère quand même de lui donner une « skirt » d’une épaisseur de 4 lignes et éloignée de 5 à 10 mm, cela servira à préparer l’extrusion. Selon l’imprimante et le slicer vous pouvez lancer l’impression directement depuis celui-ci ou il sera nécessaire d’enregistrer le fichier sur une carte sd qui ira dans l’imprimante.
Surveillez votre impression, regardez la première couche. Si elle a tendance à se détacher pendant l’impression vous êtes trop loin, stoppez tout, éloignez la tête du lit et examinez le résultat. La première couche doit être uniforme, vous ne devriez pas avoir de trous, le lignes doivent être visibles sans pour autant se détacher les unes des autres. Recommencez le leveling si nécessaire. Si la tête gratte la surface ou a tendance à étaler le filament, ou faire des lignes non uniformes vous êtes trop près. En règle générale, si la première couche est réussie vous êtes à 90% certains de réussir l’impression.
 [/troll]
[/troll]
 . Mais note qu’une imprimante 3D, c’est toujours pas très user friendly, on est loin de l’usabilité d’une imprimante papier ou t’as un bac, tu cliques print et ca te l’imprimes.
. Mais note qu’une imprimante 3D, c’est toujours pas très user friendly, on est loin de l’usabilité d’une imprimante papier ou t’as un bac, tu cliques print et ca te l’imprimes. je dirais 300-400€ à la louche, mais je ne sais pas si c’est pertinent.
je dirais 300-400€ à la louche, mais je ne sais pas si c’est pertinent.



